
摘 要 中海石油华鹤煤化有限公司低温甲醇洗装置因热再生塔顶冷凝器泄漏,导致系统水含量高、装置不能正常运行而停产检修。热再生塔顶冷凝器堵漏完毕后,低温甲醇洗装置开车过程中又遇到了甲醇 / 水分离系统过滤器堵塞、液位计故障、贫甲醇中水含量高等问题。通过对低温甲醇洗装置进行快速调整与处理,系统顺利开车,装置负荷提升至满负荷并正常运行。热再生塔顶冷凝器检修后,为避免其再次泄漏,采取了设备特护和系统调整措施,有效延长了设备的使用寿命,保证系统长周期运行。
中海石油华鹤煤化有限公司氨合成、冷冻工艺采用丹麦托普索公司低压氨合成工艺,设计规模为日产液氨 1 050 t;低温甲醇洗装置采用大连理工大学的工艺技术,由低温甲醇洗涤系统、闪蒸再生系统、硫化氢浓缩系统、热再生系统、甲醇回收系统、储槽系统等组成。变换气经过降温、洗氨后以 40 ℃常温进入低温甲醇洗装置,被 233 m3/h、-61 ℃的贫甲醇液吸收其中的 CO2、H2S,出口工艺气中的 CO2 体积分数小于 20×10-6、H2S体积分数小于0.1×10-6。
1、低温甲醇洗工艺流程
富甲醇经 H2S 浓缩塔、氮气气提塔气提后,送至热再生塔再生,再生出的酸性气经热再生塔顶冷凝器、热再生塔回流罐、H2S 馏分换热器、H2S 气体分离罐、H2S 馏分氨冷器冷却分离后,送往硫回收。热再生塔出来的贫甲醇则作为吸收剂,送至甲醇洗吸收塔洗涤原料气。从原料气分离罐底部引出的含水甲醇,先金入甲醇 / 水分离塔进料换热器中与热再生塔塔底来的贫甲醇换热至 64.62 ℃,再经甲醇 /CO2 分离罐闪蒸后进入甲醇过滤器,过滤杂质后进入甲醇 / 水分离塔参与精馏。从尾气水洗塔底部来的甲醇水溶液经尾气水洗塔底泵加压,在废水冷却器中换热升温后进入甲醇/水分离塔参与精馏;该塔的塔顶回流液为来自热再生塔底泵出口经甲醇 / 水分离塔进料换热器换热后的一小部分贫甲醇。甲醇 / 水分离塔塔顶产生的甲醇蒸汽直接送往热再生塔参与再生,甲醇 / 水分离塔底部的含醇废水经废水冷却器回收热量后作为废水送至污水处理;甲醇 / 水分离塔由再沸器提供热量来维持塔的热平衡,热量来自 1.0 MPa 蒸汽,温度在 200 ℃。
2、低温甲醇洗热再生塔顶冷凝器内漏的发现与处理
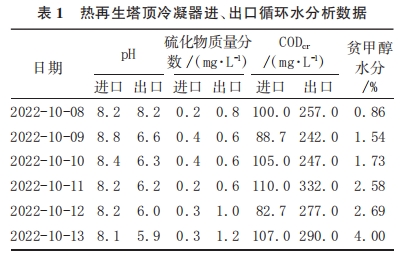
2022 年装置检修后,9 月 22 日发现去硫回收的酸性气流量降低了 10 kg/h,对热再生塔顶冷凝器循环水进行取样分析,数据显示循环水上水 pH 8.4、COD75.9 mg/L,循环水回水 pH 7.1、COD 78.9 mg/L,回水较上水 COD 高约 3 mg/L、pH 值降低 1.3,判断热再生塔顶冷凝器轻微泄漏。通过调节热再生塔顶冷凝器管、壳层压差,控制其循环水回水 pH 值高于 7。但从10 月 9 日开始循环水回水 pH 值再次持续下降,装置内其他换热器换热效果逐渐降低,经排查判断热再生塔顶冷凝器内漏量增大。热再生塔顶冷凝器进、出口(上水、回水)循环水分析数据见表 1。
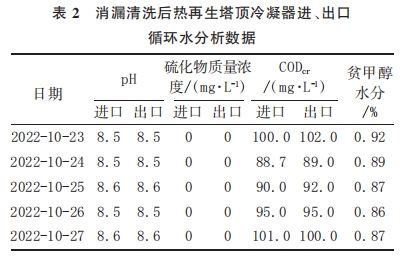
2022 年 10 月 14 日拆检热再生塔顶冷凝器封头,发现换热器管束多处焊肉明显缺失,管口焊接质量参差不齐,再次发生泄漏的可能性极大。之后对其进行试漏,发现泄漏列管共计 21 根,随即进行封堵,封堵完管束后,管板与管束焊接角焊缝位置多处泄漏,经过反复焊接,完成消漏工作。因热再生塔顶冷凝器持续泄漏过程中装置各换热器换热效率下降,在紧急抢修过程中对换热器实施反冲洗操作,将换热器中的杂质、污垢尽量清除,增加换热器的换热效果,避免装置开车后影响系统运转和系统负荷增加。消漏清洗后热再生塔顶冷凝器进、出口循环水分析数据见表 2。由表 2 可知:系统运行恢复正常值。
3 低温甲醇洗开车过程中存在问题、原因分析及处理措施
3.1 存在问题
低温甲醇洗装置热再生塔顶冷凝器漏点处理完毕,装置在建立循环后,发现甲醇分离系统出现了一系列问题:热再生塔回流罐中控液位计指示不准,H2S气体分离罐液位出现 N 值(中控 DCS 画面上液位无示数),酸性气去往硫回收压力下降,热再生塔底泵出口的贫甲醇过滤器堵塞,甲醇 / 水分离塔液位失真,低温甲醇洗装置系统水含量高、脱水慢,洗涤塔主洗段液位高,系统不能满负荷运行等。
3.2 原因分析
(1)热再生塔顶冷凝器检修处理漏点的过程中发现几处换热列管损坏和多处管板变薄,经检修人员处理后设备不漏,气密过程中未发现漏点,换热器检修完成。热再生塔顶冷凝器经过一段时间的运行后,出口循环水样 pH 值再次降低、氨氮和 COD 指标升高,换热器再次发生泄漏。
低温甲醇洗装置热再生塔中的富甲醇经塔底再沸器加热,闪蒸出大量酸性气和部分甲醇蒸汽,经过热再生塔顶冷凝液器冷却后回收利用。热再生塔顶冷凝器经过长时间运行后循环水管束再次出现漏点,当循环水压力比酸性气压力高时就会有循环水进入甲醇洗分离系统,循环水中杂质进入热再生塔回流罐,导致杂质在设备内部堆积。在开车过程中,当酸性气压力有一定波动时,罐内液体也会波动起伏,导致液位计的测点处被堵塞,进而影响了热再生塔回流罐液位计的准确度,造成热再生塔回流罐满液溢出至 H2S气体分离罐;由于 H2S 气体分离罐满液阻隔产生液封的作用,酸性气不能及时向后系统外送,去硫回收系统的酸性气压力则会降低,作用在 H2S 气体分离罐的压力也就越低,H2S 气体分离罐满液现象无法改变。
(2)甲醇循环建立完成,建立甲醇 / 水分离塔正常物料平衡,热再生塔底泵有一条去往甲醇 / 水分离塔的精馏管线参与该塔的物料平衡,控制该塔出口甲醇蒸汽中的水含量。在开车过程中,发现来自原料气分离罐中的甲醇经甲醇 / 水分离塔进料换热器换热后温度缓慢降低至 -10 ℃左右,热再生塔底泵过来的高温甲醇经过甲醇 / 水分离塔进料换热器后温度也逐渐降低,此时热再生塔底泵出口过滤器的中控压差计暂时处于未投用状态,其他工艺参数暂无变化。由于经过甲醇 / 水分离塔进料换热器的冷、热介质温度均下降,且热再生塔底泵入口压力正常,但出口压力比正常运行压力要稍高,此时热再生塔底泵运行无异常。因热再生塔底泵出口去甲醇 / 水分离塔的管线有过滤器,故怀疑可能是开停车过程中系统和设备内的杂质、污垢在热再生塔底泵的过滤器内累积、堵塞,导致高温甲醇不能外送,换热器冷、热介质温度才会持续降低。
(3)甲醇 / 水分离塔用 1.0 MPa 蒸汽作为热源加热分离甲醇和水,甲醇蒸汽送至热再生塔,废水送至水处理回收。在甲醇 / 水分离塔调整过程中,该塔的液位一直维持在 90%以上,持续时间约 2 h,并且此塔的压差计存在故障,不显示数值,不能通过塔压差来判断液位,现场液位计也存在故障,显示满量程,故工艺人员将此时工况按甲醇 / 水分离塔满液位进行处理。在经过 1 h~2 h 后,工况调整过程中发现甲醇 /水分离塔 1.0 MPa 蒸汽流量计频繁波动,且蒸汽源头压力无波动、甲醇 / 水分离塔蒸汽阀门是手动控制,中控液位计和现场液位计仍处于满液位状态,判断是甲醇 / 水分离塔液位低造成的。在甲醇 / 水分离塔中,甲醇水溶液和再沸器接触不充分,导致有甲醇水溶液时换热器换热、有大量蒸汽进入,无甲醇液时换热器不换热、只有少量蒸汽进入,造成蒸汽流量波动。
(4)检修完成后,建立低温甲醇洗装置循环,由于检修前换热器的内漏导致系统中水含量高,系统开车时贫甲醇中的水分达 4%左右。由于系统中的水含量高,降低了贫甲醇的吸收纯度,影响气体的吸收效果,水分在 4%左右的贫甲醇作为吸收剂吸收原料气后体积的膨胀程度比系统水分在 1%以下的富甲醇溶液要大的多。同时,在系统增加负荷的过程中,因贫甲醇的水含量高、纯度低,为了防止净化气组分超标,就要加大贫甲醇的循环量,正常系统 100%负荷时循环量在220 m3/h,但因贫甲醇水含量高,洗涤量就会比平常运行时要多(#高增加到 237 m3/h)。当系统负荷增加到98%时,低温甲醇洗洗涤塔的主洗段液位就会持续升高到满量程,为了避免甲醇洗洗涤塔液位过高引起的塔压差高、气液夹带、吸收效果变差等问题,系统被迫降低负荷来缓解洗涤塔精洗段液位过高问题,这样装置的能耗就会增加,运行成本增大。
3.3 处理措施
(1)因热再生塔顶冷凝器内漏,循环水漏入热再生塔回流罐中,回流罐中的水含量高且有杂质,H2S 气体分离罐也因为系统压力低,不足以将分离罐中的甲醇送回 H2S 浓缩塔中。考虑到两个 H2S 气体分离罐中的甲醇水含量高、洁净程度低,回收入 H2S 浓缩塔和热再生塔中会引起系统水含量升高和甲醇洁净程度降低,所以将两个分离罐的底部导淋盲板导通,将两罐中的甲醇利用压力差和位差排放到污甲醇罐中,并对现场和中控液位计进行校准。由于系统处于开车过程中,热再生塔回流罐的中控液位计仍持续波动,导致运行泵在中控液位计显示低液位时发生联锁,为了保证系统的稳定运行,在保证热再生塔回流罐的现场液位计运行正常的情况下,仪表切除此罐的中控液位低联锁,在现场设置专门人员看守现场液位指示,调整中控,仪表人员则在中控液位计无显示的情况下继续处理液位计问题。经过多次清理液位计和贫甲醇过滤器,中控液位逐渐稳定,现场和中控液位能同步对比,确认中控液位计运行正常,投用仪表联锁,液位计交由 PID 自动调节控制。
(2)甲醇 / 水分离塔进料换热器冷、热两项介质温度均下降,怀疑是热再生塔底泵去甲醇 / 水分离塔的贫甲醇过滤器发生堵塞、引起换热器热源不能外送或少量外送所致。通过切换过滤器,换热器的温度逐渐恢复正常,及时投用过滤器压差表,根据压差指标及时进行过滤器切换,避免工况波动。对热再生塔底回流泵入口过滤器和贫甲醇过滤器进行数次清理后,两者的运行状况趋于良好,过滤器压差也缓慢上涨,数周才需要进行再次清理,系统工况恢复正常。
(3)针对甲醇 / 水分离塔低液位进行处理。关小甲醇 / 水分离塔的液位调节阀,降低其蒸汽流量,稳定 1.0 MPa 蒸汽的用量,及时观察甲醇 / 水分离塔蒸汽波动、各塔板温度及塔顶温度和压力情况;另外,及时联系仪表人员对中控液位计和现场液位计进行逐个维修,仪表维修完成后现场及时配合进行液位计的投用。仪表人员shou先将中控液位计维修完成,在积液15 min 后,甲醇 / 水分离塔的蒸汽波动变小,中控液位计在处理后显示低液位,证明了此次判断和处理的方法是正确的。在中控液位计工作正常后,及时调整甲醇 / 水分离塔的蒸汽分配及外送量,保证甲醇 / 水分离塔的正常工作,并处理现场液位计,保证中控、现场液位指示均正常。液位提升后,甲醇 / 水分离塔再沸器流量恢复平稳。
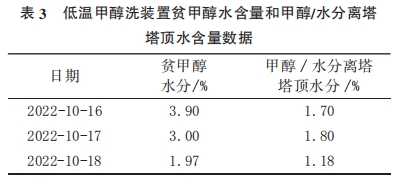
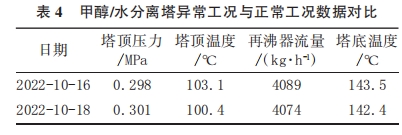
(4)为解决洗涤塔精洗段液位高、系统不能满负荷运行的问题,进行了如下工艺调整:减少低温甲醇洗装置变换气的接收量,降低系统负荷,稳定洗涤塔主洗段液位;将甲醇 / 水分离塔压力由 0.25 MPa 提升至 0.30 MPa,提升进入热再生塔中甲醇蒸汽品质、降低水含量;加大甲醇 / 水分离塔负荷,将甲醇 / 水分离塔1.0 MPa 蒸汽用量由原来的 3 700 kg/h 提升至4 100 kg/h;将热再生塔回流罐、H2S 气体分离罐中的甲醇全部排放到污甲醇罐中,避免原来系统中水分高的甲醇再次进入贫甲醇系统引起系统贫甲醇水含量的升高;打开热再生塔回流泵出口阀门,增加甲醇回流,再增加甲醇 / 水分离塔进料换热器的贫甲醇流量,采用两部分较低水含量的甲醇液作为回流,再次降低甲醇 / 水分离塔去热再生塔的蒸汽流量;加大甲醇 / 水分离塔的外排量,加速系统脱水,控制分离塔的废水排放量,水中甲醇质量分数不超过 0.5%;控制变换气的出口温度,减少变换气夹带的水分,增加喷淋甲醇的量,减少进入低温甲醇洗洗涤塔的水含量。经过上述调整,降低了贫甲醇中的水含量,吸收剂的洗涤效果逐渐变好,贫甲醇用量也逐渐降低;同时,系统贫甲醇的水含量下降,其吸收气体后甲醇的膨胀体积也会减小,这样甲醇洗涤塔主洗段液位就会降低。贫甲醇水含量高的问题得到解决后,低温甲醇洗系统负荷继续增加直至满负荷运行,经过一周的调整,10月 18 日低温甲醇洗装置贫甲醇中水含量逐渐恢复正常(见表 3),甲醇 / 水分离塔工况恢复正常(见表 4)。
4 设备特护和系统调整
在检修过程中,发现低温甲醇洗热再生塔顶冷凝器换热管束多处焊肉明显缺失,管口焊接质量参差不齐,再次发生泄漏的可能性极大。因此有必要对热再生塔顶冷凝器进行特护,对系统进行维护和调整。
4.1 热再生塔顶冷凝器的运行监控与维护
(1)检修过程中,在热再生塔顶冷凝器的循环水管线上水处增加远传循环水压力监控点,并给经过热再生塔顶冷凝器的酸性气与循环水增设压差表,方便监控循环水与酸性气的压差;协调公用工程的水处理装置,在切换循环水泵、洗涤过滤器等操作过程中要小幅度调整,保证循环水压力的平稳,在循环水压力调整时要保证酸性气与循环水压差在 5 kPa~15 kPa,避免换热器管、壳层压差过大导致换热器泄漏或泄漏量增加。
(2)增加热再生塔顶冷凝器进、出口循环水的 pH值、硫化物等数据分析,对比判断是否有泄漏或者泄漏量变大的趋势;根据去硫回收系统的酸性气流量变化判断热再生塔顶冷凝器是否有泄漏或者泄漏量变大的趋势,如果酸性气流量突然下降,则有可能是换热器泄漏或泄漏量变大,此时就要调整酸性气和循环水压差,降低酸性气压力,减小换热器内件的压差,每次调整幅度控制在 1 kPa~2 kPa。
4.2 系统维护与调整
(1)装置负荷平稳、变换气温度稳定(在指标范围内)、甲醇洗系统温度稳定、甲醇 / 水分离塔工况正常的情况下,观察低温甲醇洗装置中洗涤塔的精洗段液位,如果液位出现缓慢上涨,则需要对甲醇洗系统的贫甲醇、甲醇 / 水分离塔塔顶的水含量进行分析取样,如果贫甲醇系统中水含量升高、甲醇 / 水分离塔塔顶水含量在指标范围内,则判断是热再生塔顶冷凝器再次泄漏引起循环水漏入甲醇洗系统中,此时应增加甲醇 / 水分离塔的负荷,增大脱水量,维持系统的水平衡。打开 H2S 气体分离罐底部热再生塔回流泵去往甲醇 / 水分离塔的阀门,将热再生塔顶冷凝器内漏入甲醇洗系统的甲醇液作为精馏液送入甲醇 / 水分离塔,提高甲醇 / 水分离塔负荷,稳定蒸汽用量,并关小热再生塔底泵去往甲醇 / 水分离塔顶的回流量,稳定甲醇 / 水分离塔的物料平衡和整个系统中贫甲醇里的水含量,并将贫甲醇中水分控制在 1%以内。
(2)如果因循环水压力波动而引起的 H2S 气体分离罐甲醇液水含量高、或者甲醇 / 水分离塔超负荷运行而低温甲醇洗装置的系统水含量高,则可以将 H2S气体分离罐中的甲醇排入污甲醇罐中,并重新建立H2S 气体分离罐液位,恢复系统的稳定,并启动污甲醇泵将罐中的液体少量送入甲醇 / 水分离塔进行脱水,稳定系统中水含量。
(3)如果 H2S 气体流量突然持续下降,甲醇 / 水分离塔灵敏板温度在反复调整后仍无法维持,贫甲醇中水分持续升高至超过 5%,则要做好系统检修停车的准备。
5 结 语
针对低温甲醇洗装置在检修后的开车过程出现的各种问题,中海石油华鹤煤化有限公司经过原因分析、问题判断和处理,消除了系统开车和负荷调整存在的隐患,使低温甲醇洗装置得以正常运行。在系统开车后,通过对热再生塔顶冷凝器进行特护,一方面增加了低温甲醇洗装置热再生塔顶冷凝器的运行时间,保证系统的长周期运行;另一方面通过数据的分析对比,判断热再生塔顶冷凝器的工作情况,可以地衣时间发现换热器泄漏或泄漏量变大,并根据分析数据进行调整,降低换热器泄漏所带来的风险,也能为系统停工检修、设备周期性更换做好提前准备。







 关注我们 实现共赢
关注我们 实现共赢