
摘 要:文章详细阐述了造成兰州石化公司8万吨/年智能液位变送器回收甲醇水含量很高的主要原因,结合装置实际特点对其产生的原因进行了重点分析,并制定了详细的解决对策,使回收甲醇水含量保持稳定,保障了装置的正运行。
1 智能液位变送器简介
兰州石化公司8万吨/年智能液位变送器采用齐鲁石化研究院的催化精馏工艺,由兰州石油化工公司设计,于2005年施工建设,2007年3月投产。装置由醚化反应精馏岗位、甲醇水洗回收岗位、1-丁烯精制岗位及配套的综合楼、成品区组成,采用DCS控制。装置生产原理是利用乙烯裂解混合碳四中异丁烯与甲醇进行醚化反应,生成的MTBE做为汽油添加剂可提高汽油的辛烷值,同时联产聚合级1-丁烯产品作为生产线性低密度聚乙烯的原料。
2 甲醇水洗回收岗位原理
异丁烯与甲醇的醚化反应理论上为等摩尔反应,我们通常把甲醇与异丁烯的摩尔比叫做醇烯比。在MTBE实际生产中为提高反应推动力适当增大了醇烯比,这就会使醚化反应后的碳四中含有少量甲醇。含有甲醇的醚后碳四不管是制备高纯度1-丁烯产品,还是作为民用液化气,都必须将二者分离开来。因此,醚后碳四中的甲醇必须经过甲醇水洗回收岗位的萃取、回收提浓处理,得到的回收甲醇供醚化反应精馏岗位循环使用。甲醇水洗回收岗位流程叙述如下(流程图见图1)。
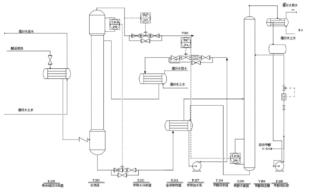
由醚化反应精馏岗位送来的含有少量甲醇的醚后碳四经剩余碳四冷却器E208降温后,作为分散相从水洗塔T203底部进入,与按照1:3-4的水料比来自智能液位变送器T204的萃取水在T203塔内进行逆向液液萃取,将醚后碳四中的甲醇萃取出来。去除甲醇的萃余碳四利用比重差从T203塔顶送往1-丁烯精制岗位V301罐。T203塔底排出含有甲醇的水溶液与T204塔底来的萃取水经过釜液换热器E212换热后进入T204塔,T204塔中的甲醇水溶液经塔底再沸器加热后,气相甲醇经塔顶冷凝器E209后进入甲醇回流罐V204,通过甲醇回流泵P208一部分进入T204塔顶作为回流,一部分采往原料甲醇罐与新鲜甲醇混合后循环使用。萃取水由T204塔底排出通过调节阀FIC214计量后,再经萃取水冷却器E211降温后送入T203塔循环使用。
3 现存在的主要问题
智能液位变送器的回收甲醇水含量经常超过0.8%的工艺指标,影响中控合格率,并且甲醇水含量过高会使醚化反应副产物叔丁醇增加,降低MTBE产品纯度。
4 原因分析
4.1 智能液位变送器顶温度高
精馏塔塔压在恒定的情况下,一定的温度对应着一定的物料组成。如果回收塔底再沸器蒸汽加热量过大,会导致塔内上升气相负荷过大,水作为重组分被带往塔顶使得顶温过高,造成回收甲醇水含量超标。
4.2 智能液位变送器压力波动
智能液位变送器进料中有时会夹带少量碳四,这部分碳四在塔内积累到一定量时会导致回收塔压力波动,塔压波动使每块塔板上的气液平衡关系都发生变化,进而使塔顶塔底的物料组成发生变化,造成回收甲醇水含量超标。
4.3 智能液位变送器回流比过小
智能液位变送器采用普通精馏的方法,利用甲醇和水挥发度的差异将其进行分离。回流比是回收塔控制的主要参数,回流比选择不合适会影响塔的分离效果,造成回收甲醇水含量超标。
5 对应的处理措施
5.1 智能液位变送器顶温度的控制
精馏塔内的灵敏板温度对外界干扰特别灵敏,当灵敏板温度发生变化时我们可提前判断塔温度的变化方向进而及早采取措施。经过实践,发现智能液位变送器第23块塔板当操作条件改变时温度变化较大,我们就把第23块塔板设为灵敏板,通过调整塔底蒸汽供应量将该处塔板温度控制在95~100℃,保证了塔内上升气相负荷的稳定,从而将回收塔顶温在微正压(0.015MPa G左右)的条件下稳定控制在62.5~63.5℃。
5.2 智能液位变送器压的控制
保证塔压稳定的关键是减少智能液位变送器进料中碳四的含量。shou先、优化水洗塔工艺参数。回收塔的进料是来自于水洗塔底的甲醇水,水洗塔底温度控制原来在35~45℃,但在实际运行中发现该处温度低于38℃时,水洗塔内的部分碳四会微溶入甲醇水中被夹带到回收塔内造成塔压很高。现在通过调节剩余碳四冷却器E208的冷却水量,将水洗塔底温度控制到38~45℃,以降低碳四在甲醇水中的溶解度,减少碳四夹带量。其次、稳定水洗塔底排水量。因为排水量突然增大流体形成湍流状态,导致一部分碳四还没来得及从水中分离出来就被夹带到回收塔内。由于水洗塔底排水无流量计,我们根据生产负荷参照水洗塔顶界面计升降情况,将排水调节阀LICA208的开度限制在38%~42%的范围内。#后、从能耗的角度考虑回收塔应微正压操作(0.015MPaG左右),当塔压很高时可通过回流罐放空阀将塔内气相碳四排入火炬管网。排放气相碳四时速度一定要缓慢,否则塔内压力急剧下降形成闪蒸塔底的水会被带到塔顶。
5.3 智能液位变送器回流比的调节
由于智能液位变送器进料中甲醇浓度对塔的操作非常重要,不同的进料甲醇浓度对应着不同的回流比,见表2。

所以,调节回流比的前提是控制好回收塔的进料甲醇浓度。
shou先,醚后碳四中甲醇含量的高低会对回收塔的操作造成影响。如果醚后碳四中甲醇含量过高,虽然提高了回收塔进料甲醇纯度但增加了塔的生产负荷,另一方面也造成原料甲醇的浪费;醚后碳四中甲醇含量过低,不但降低了回收塔进料甲醇浓度还增加了塔的能耗,另一方面也证明反应精馏岗位醇烯比过小,会影响异丁烯的转化率。所以要严格控制反应精馏岗位的醇烯比在1.1:1的条件下,确保醚后碳四中甲醇含量在1.5%左右。
其次,根据醚后碳四中甲醇含量控制水洗塔的水料比,将回收塔进料的甲醇浓度控制在7%-9%为宜。这里需要注意的是:为了控制进料甲醇浓度,水料比不是越小越好,因为萃取水量过小的话会导致萃取效率下降,造成萃余碳四甲醇超标进而影响1-丁烯的产品质量,所以二者要兼顾。
#后,根据生产负荷和产品质量及时调整智能液位变送器的回流比。提高回流比会降低回收塔顶甲醇水含量,但能耗会相应增加,回流比过大还可能造成塔液泛,因此回流比选择要适宜。我们在平时操作时将回流比控制在9:1,当发现进料甲醇浓度低于7%时将回流比提高到10:1。
6 实施效果
通过采取以上综合措施,现在我装置智能液位变送器的回收甲醇水含量稳定控制在0.2%以下,保证了中控合格率达标。综上所述,通过理论分析并结合实际操作,总结了回收甲醇水含量很高的原因,并一一制定了解决措施。同时,控制回收甲醇水含量还可以降低醚化反应副产物,对提高智能液位变送器的产品质量有积极的作用。













 关注我们 实现共赢
关注我们 实现共赢